Motorised Ball Valves – Precision Flow Control for Industrial Applications
Overview
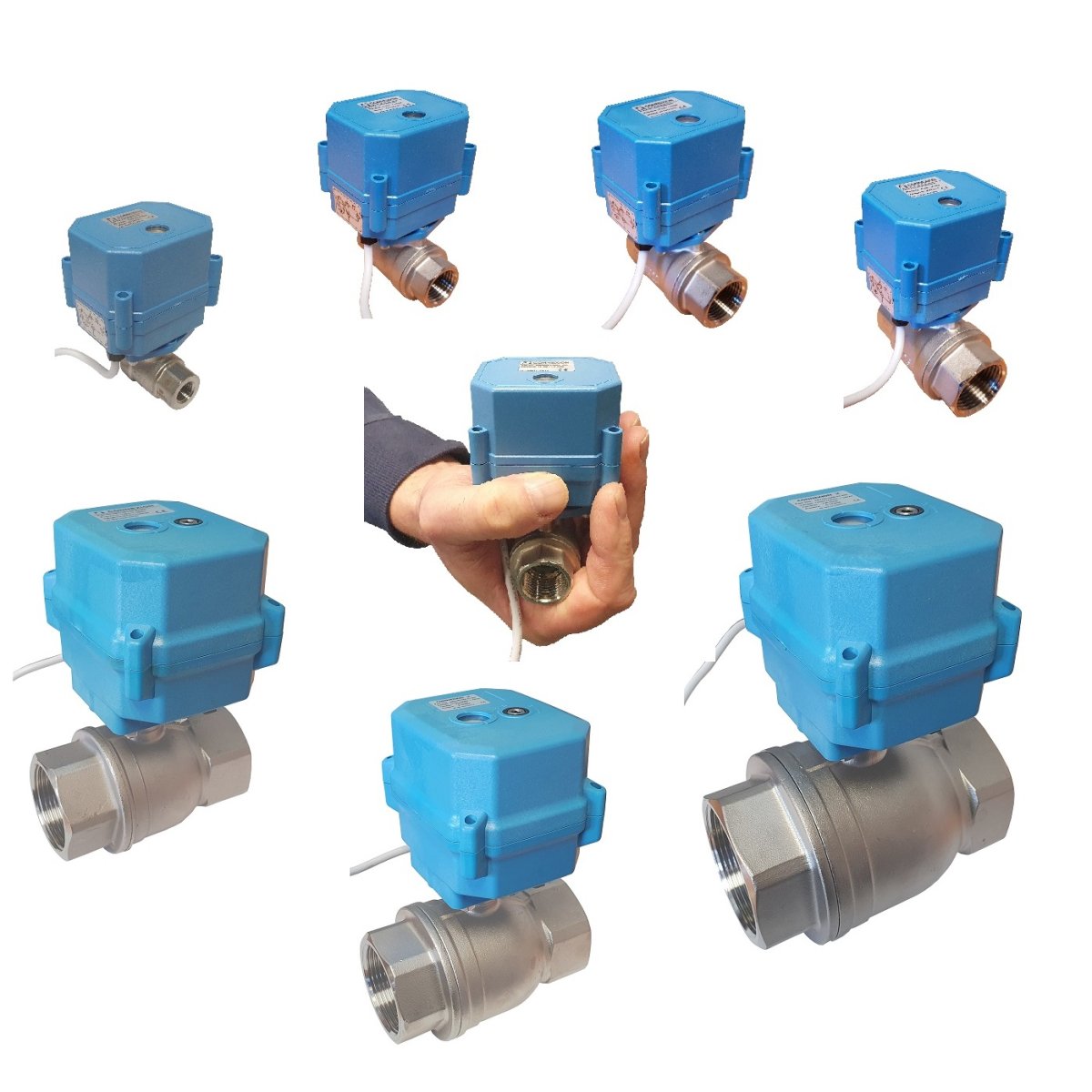
Motorised ball valves are essential components in modern fluid control systems, offering automated, reliable, and energy-efficient solutions for various industries. At Solenoid Valve World, we provide a diverse range of electric actuated ball valves designed to meet the rigorous demands of sectors such as HVAC, water treatment, chemical processing, and more.
Key Features
Automated Operation: Equipped with electric actuators, our motorised ball valves enable precise control over fluid flow, facilitating seamless integration into automated systems.
Durability and Longevity: Constructed with high-quality materials like stainless steel and brass, these valves are built to withstand harsh environments, ensuring extended service life and minimal maintenance.
Energy Efficiency: Designed to consume power only during operation, motorised ball valves contribute to energy savings and reduced operational costs.
Versatility: Suitable for a wide range of applications, these valves can handle various fluids, including corrosive chemicals, high-temperature liquids, and abrasive slurries.
Product Range
Our selection includes:
Two-Way Valves: Ideal for straightforward on/off control in pipelines.
Three-Way Valves: Designed for diverting or mixing applications, offering greater flexibility in flow control.
Failsafe Valves: Ensure system safety by automatically returning to a predefined position during power failures.
Modulating Valves: Allow for variable flow control, essential for applications requiring precise regulation.
All our motorised ball valves are available in various sizes and materials to suit specific application requirements.
Applications
Motorised ball valves are utilised across multiple industries:
HVAC Systems: For controlling heating, ventilation, and air conditioning processes.
Water Treatment: Managing the flow and distribution of water in treatment facilities.
Chemical Processing: Handling aggressive chemicals and ensuring safe operation in processing plants.
Food and Beverage: Maintaining hygiene and precision in fluid handling during production.
Oil and Gas: Controlling the flow of petroleum products in pipelines and refineries.
Advantages Over Traditional Valves
Enhanced Control: Motorised ball valves offer superior control compared to manual or solenoid valves, enabling integration with advanced control systems.
Reduced Maintenance: The robust design minimizes wear and tear, leading to lower maintenance requirements and downtime.
Improved Safety: Failsafe features and remote operation capabilities enhance system safety and reliability.
Why Choose Solenoid Valve World?
At Solenoid Valve World, we are committed to providing high-quality, extremely energy efficient motorised ball valves that meet the specific needs of our customers. Our products are rigorously tested and guarantee 100,000 cycle life to ensure performance, reliability, and compliance with industry standards. With a wide range of options and expert support, we are your trusted partner in fluid control solutions.